
Muitos se perguntam como enrolar à mão os transformadores toroidais, que são apenas um anel fechado, não há como abri-los.
Como fazer para passar toda a fiação pelo furo central? É um pouco trabalhoso, mas é simples. Além desta dica, são mostradas as interessantes máquinas utilizadas para automatizar a bobinagem de grandes e pequenos toroides. De quebra, são abordadas as características construtivas dos núcleos e dos transformadores toroidais e como foram desmontados dois deles.
Características dos transformadores toroidais
Os transformadores toroidais tem aparecido cada vez mais em circuitos eletrônicos, pois apresentam algumas vantagens importantes, quando comparados aos tradicionais “quadradões”, com chapas E I:
– A irradiação do campo magnético é baixíssima ao redor do transformador, o que permite aproximar mais os circuitos eletrônicos, tanto analógicos quanto digitais;
– As perdas devido à corrente de Foucault são menores, em função da geometria do núcleo, que não tem emendas (gap’s). Isto reduz o aquecimento;
– Oferecem reduzido consumo de corrente a vazio (quando não há carga conectada), o que também diminui o aquecimento;
– Tamanho e peso em média 50% menor que o transformador tradicional de mesma potência;
– Trabalham frios, quando adequadamente projetados, pois os enrolamentos não usam carretel, o que aproxima a fiação de cobre do núcleo e ajuda a dissipar o calor dele;
– Perfil baixo, útil para equipamentos de pouca altura;
– Fácil montagem – ver observação.
Observação: o parafuso central de fixação do transformador toroidal jamais poderá tocar a carcaça nas duas extremidades. Aquele disco de metal estampado, que se coloca na parte de cima do transformador toroidal, junto com outro disco, de borracha, é o apoio necessário para a fixação por um parafuso somente. Do lado de baixo também é colocado um disco de borracha (e eventualmente outro disco metálico), para proteger os fios de cobre do amassamento.
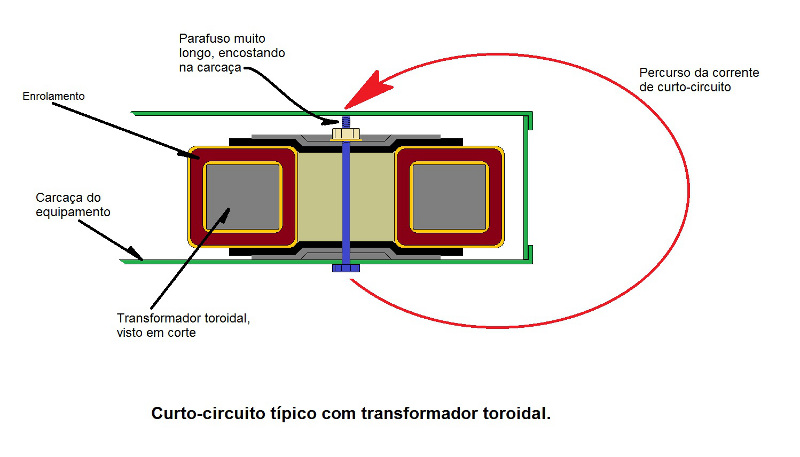
Figura 1 – Curto-circuito causado por falha no isolamento do parafuso do transformador toroidal.
Se o parafuso que fixa o transformador tocar a carcaça no outro lado também, como é mostrado na figura 1, será criado um caminho para a corrente elétrica, ou seja, formará uma espira em curto-circuito.
Por isto é importante, em equipamentos de perfil muito baixo, tomar extremo cuidado com o espaço entre a carcaça e o parafuso que fixa o transformador toroidal. Para evitar o problema, é interessante simular o pior caso (carcaça bastante amassada junto ao eixo do transformador) e procurar formas de contornar esta situação, como um anteparo isolante, por exemplo.
Como é o núcleo do transformador toroidal
Você sabia que o núcleo do transformador toroidal é bastante simples? É somente uma fina tira de aço silício, enrolada até alcançar o tamanho desejado, como visto nas figuras 2, 3 e 4.
Em cima deste núcleo, são aplicadas diversas camadas de materiais isolantes e de fios esmaltados, mais ou menos como mostra a figura 5. A Wikipedia, em inglês [1], traz informações sobre o comportamento dos transformadores toroidais, inclusive com uma abordagem bastante detalhada sobre os campos eletromagnéticos envolvidos.
![Figura 2 – Tipos de núcleos de transformadores. Fonte: Toroid do Brasil [2].](https://dicasdozebio.files.wordpress.com/2014/04/fig2-tecnologia_modelos.gif)
Figura 2 – Tipos de núcleos de transformadores. Fonte: Toroid do Brasil [2].
![Figura 3 – Núcleo de aço silício de transformador toroidal, onde se nota que é uma cinta enrolada. Fonte: CNS [3].](https://dicasdozebio.files.wordpress.com/2014/04/fig3-cns_10_recortado.jpg)
Figura 3 – Núcleo de aço silício de transformador toroidal, onde se nota que é uma cinta enrolada. Fonte: CNS [3].

Figura 4 – Núcleo de transformador toroidal usado, visto bem de perto.
![Figura 5 – Aspecto construtivo de um transformador toroidal. Fonte: Aazon [4].](https://dicasdozebio.files.wordpress.com/2014/04/fig5-toroidaltransformer-a.jpg)
Figura 5 – Aspecto construtivo de um transformador toroidal. Fonte: Aazon [4].
Há um modelo mais elaborado de núcleo toroidal, cuja seção não é retangular nem quadrada. Ele parece mais uma rosquinha (donut), é o núcleo tipo O (O-core). A ideia é simples: a altura da fita de aço silício é reduzida progressivamente nas duas extremidades. Quando é enrolada, forma um toroide de seção circular, como mostram as figuras 6, 7 e 8.
Este tipo de construção elimina as quinas e faz com que o caminho da corrente no núcleo seja totalmente fechado, pois não há arestas que o deformem, tornando ínfima a geração de campo magnético externo. Além disso, sem as bordas o enrolamento fica melhor acoplado, com menos folgas – não há o efeito de barril nas espiras -, economiza 10% cobre (no mínimo) e aumenta a rigidez do conjunto.
![Figura 6 – Núcleo toroidal de seção cilíndrica (O-core). Fonte: Alpha Core[5].](https://dicasdozebio.files.wordpress.com/2014/04/fig6-12168.jpg)
Figura 6 – Núcleo toroidal de seção cilíndrica (O-core). Fonte: Alpha Core[5].
![Figura 7 – Núcleo toroidal de seção cilíndrica (O-core). Fonte: Nicore [6].](https://dicasdozebio.files.wordpress.com/2014/04/fig7-toroid_core_for_current_transformer.jpg)
Figura 7 – Núcleo toroidal de seção cilíndrica (O-core). Fonte: Nicore [6].
![Figura 8 – Transformador toroidal de seção cilíndrica. Fonte: James Transformer Factory [7].](https://dicasdozebio.files.wordpress.com/2014/04/fig8-o_core_transformer.jpg)
Figura 8 – Transformador toroidal de seção cilíndrica. Fonte: James Transformer Factory [7].
Outra vantagem é que a tração sobre o fio de cobre, para bobinar o transformador, é sensivelmente reduzida, em função da seção circular do núcleo. Isto aumenta a vida útil da máquina bobinadora e diminui a possibilidade do esmalte da fiação danificar-se por esforço mecânico excessivo, ao tocar nas arestas do núcleo.
Para ter uma ideia do esforço a que o fio é submetido num transformador toroidal tradicional, a figura 9 mostra a compressão numa espira (ver a seta), bem como as fortes dobras que a fiação faz sobre as arestas do núcleo. Clicando nesta imagem, ela pode ser ampliada para melhor visualização (da mesma forma que em todas as outras).
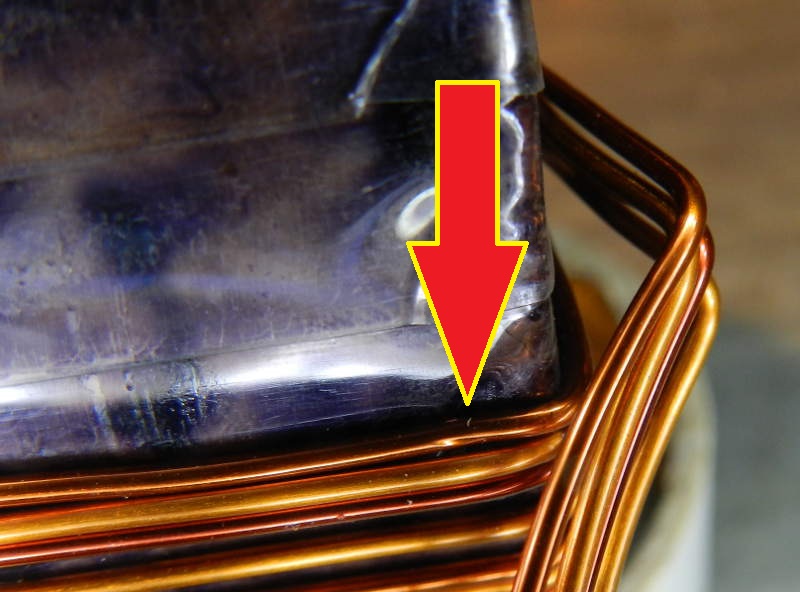
Figura 9 – Esforço a que a fiação de cobre fica submetida nas arestas dos transformadores toroidais de seção retangular.
Os núcleos tipo O são 15% menores e mais leves que os toroidais tradicionais, de seção retangular. Prestam-se a aplicações sensíveis, que não toleram interferência eletromagnética, como a área médica, instrumentação, rádio transmissão e equipamentos de áudio de extrema qualidade. É o estado da arte em núcleos toroidais.
Aparentemente, a Nicore (Nipponcore) [6] detém a patente destes núcleos. A Alphacore licenciou e vende os núcleos rosquinha, desde 12VA até 2400VA[5]. O preço é, em média, 20% maior que o núcleo toroidal tradicional, conforme o fabricante.
Correntes parasitas
Todo transformador que opera em baixas frequências (até 400Hz), tem problemas com as correntes de Foucault, também chamadas de correntes parasitas. Elas surgem em qualquer metal, quando imerso em um campo magnético em movimento.
Nos transformadores, elas aparecem porque o campo magnético de corrente alternada está sempre trocando de polaridade (em constante movimento). As correntes de Foucault são circulares e perpendiculares ao campo magnético e tão mais fortes quanto mais espesso o material. A solução para evitar tais correntes é laminar o núcleo, isolando uma lâmina da outra, o que causa a divisão das correntes parasitas em porções menores, como se vê nas figuras 10a e 10b. Quanto mais finas as lâminas, menores as perdas. O isolamento entre as lâminas costuma ser feito com uma camada de óxido ou verniz.

Figura 10 – Comportamento das correntes de Foucault em metais.
Para demonstrar a existência das correntes de Foucault, pode-se fazer um experimento muito simples, como no vídeo mostrado a seguir: pendure um ímã forte (daqueles de disco rígido, por exemplo, que são de neodímio) num barbante. O ímã fica voltado para baixo. Deixe ele um pouco acima de alguma superfície (como o copo de vidro, no caso) e movimente-o. Certamente, o pêndulo montado oscilará livremente, desde que não tenha nenhum objeto de ferro por perto.
Agora, coloque embaixo do pêndulo uma placa de qualquer metal não ferromagnético (que não é atraído por ímãs), como estanho, zamak, cobre, latão, alumínio, etc. e tente movimentar o ímã novamente. Conforme a altura do ímã até o metal, o pêndulo será freado imediatamente. A espessura do metal também influenciará na intensidade do efeito. Fiz o vídeo para demonstrar o efeito, inclusive usando o copo de vidro para mostrar que não há qualquer truque:
Da mesma forma, se um ímã for colocado para descer por dentro de um tubo de cobre, ele será freado. Ou se deslizarmos rapidamente, com a mão mesmo, um ímã sobre uma placa de alumínio, bem próximo, mas sem encostar, notaremos o efeito, o ímã apresentará uma reação. Além do vídeo que fiz, tem outro muito didático, feito por alunos da UFRJ, que mostra o experimento com o tubo. Ele pode ser acessado na referência [8].
Há bastante informação na internet sobre as correntes de Foucault. O professor Everton G. De Santana [9] disponibiliza uma tradução dum texto espanhol, com abordagem matemática, muito completa. Já o sítio da Geocities [10], sobre eletricidade, mostra de maneira bem simples e didática este efeito. Na página da Infoescola [11], pode-se ler um pequeno texto que dá uma ideia de como se chegou a esta descoberta, além de mostrar um experimento. E da Unicamp [12] vem um trabalho muito interessante, com vários experimentos que demonstram de diversas maneiras, o comportamento das correntes de Foucault.
Estas correntes parasitas podem ser aproveitadas em aplicações como instrumentos de medição (amperímetros, voltímetros), balanças e dispositivos de frenagem (freio eletromagnético). Mas, nos transformadores e motores elétricos, as correntes parasitas diminuem a eficiência da indução e devem ser evitadas a todo custo.
Aços elétricos
Em função das correntes parasitas, foram desenvolvidas, para a utilização em eletricidade, ligas de ferro especiais, hoje chamadas de aços elétricos. Além da redução da espessura das chapas – que causa a diminuição das correntes de Foucault -, elas apresentam características magnéticas diferenciadas (baixas perdas), que aumentam o rendimento de máquinas elétricas.
Uma alta permeabilidade magnética é característica desejada nos aços elétricos. É algo como a facilidade que o núcleo tem para transportar a corrente induzida nele. Um núcleo com alta permeabilidade magnética é mais eficiente e, consequentemente, pode manejar mais potência do que outro núcleo de mesmas dimensões, mas que possua baixa permeabilidade magnética. Segundo Landsgraf [13], uma permeabilidade de 5000 quer dizer que o aço com esta permeabilidade amplifica 5000 vezes a intensidade do campo magnético nele aplicado. É medida em Henry por metro (H/m).
Por isto que os transformadores feitos com núcleo de aço GO são menores que os de aço GNO, para a mesma potência. Estas são as duas famílias principais dos aços elétricos: os aços de grão orientado e os aços de grão não orientado.
Os aços de grão orientado (GO) são utilizados em transformadores. Na sua composição, estes aços tem 3% de silício e são produzidos de maneira a criar uma estrutura na qual os cristais que compõem a chapa apresentem propriedades magnéticas excelentes, apenas na direção do comprimento do metal (anisotropia). A permeabilidade magnética dos aços GO é muito elevada, na razão de 16.000 a 23.000, segundo a Wikipedia [14].
Os aços de grão não orientado (GNO) são adequados para uso em motores elétricos, que necessitam de comportamentos magnéticos semelhantes para quaisquer direções da chapa (isotropia). Os pequenos transformadores também utilizam os aços GNO. Esta liga utiliza silício na proporção de 1 a 3%, conforme o tipo produzido e apresenta permeabilidade magnética de 700 a 1100, nas mesmas condições de medição dos aços GO [14].
Nos folhetos de dados dos aços GO e GNO, os termos técnicos utilizados são outros. É recorrente o uso do termo perda magnética, cuja unidade é W/kg (Watt por quilograma), que quanto mais baixo o valor, melhor. Há também a indução magnética mínima, que é medida em T (Tesla), onde é desejável o maior valor.
Além disso, nessas tabelas, as condições de medição não são iguais para aços GO e GNO, dificultando a comparação direta. Para enxergar as diferenças entre os aços, extraímos do folheto da Aperam [15] as características mínimas e máximas garantidas, sob as mesmas condições, que são:
-
Perda magnética máxima, em W/kg, com indução de 1,5T a 60Hz;
-
Indução magnética mínima em T, sob 2500A/m (Ampere por metro).
Com isso, os valores encontrados para os aços GO, são 0,95 a 1,38 W/kg, conforme o tipo de aço (do mais fino para o mais grosso, respectivamente) e 1,87 T de indutância magnética mínima, para quaisquer espessuras. Estes aços são fornecidos com espessuras entre 0,23 a 0,35mm.
Os aços GNO tem uma perda magnética máxima entre 2,60 e 10 W/kg. Estas perdas não dependem tanto da espessura, mas do tipo de aço, que tem mais variedade do que os de grão orientado. Como exemplo, aços GNO com espessura de 0,35mm podem ter perdas entre 2,60 e 4,12 W/kg. A indutância magnética mínima, por sua vez, depende diretamente da espessura (com valores entre 0,35 e 1mm) e vai desde 1,56 até 1,64 T, respectivamente.
Antigamente, estas ligas metálicas eram conhecidas por ferro-silício ou ferro silicioso. Pelo que tenho visto nas páginas dos fabricantes, a denominação mais utilizada atualmente (2014) é aço elétrico GO, ou simplesmente aço GO (ou GNO, conforme o caso). Também é bastante utilizada a denominação aço silício ou aço silicioso, mas, aparentemente, nem todos os aços elétricos são siliciosos, depende da concentração de silício na liga.
A produção e utilização dos aços elétricos
No trabalho sobre aços elétricos, de Fernando José Gomes Landgraf, pesquisador do IPT [13], ele comenta que os aços GO custam U$1500/ton, ao passo que os aços GNO saem por U$1000/ton.
Mas o artigo informa que são utilizados em larga escala os aços ABNT 1006/1008, que não são produzidos para fins eletromagnéticos. Estes aços custam em torno de U$450 a tonelada e são muito empregados na fabricação de motores e transformadores, no Brasil.
Se os fabricantes optassem por utilizar aços de melhor qualidade, as perdas nos pequenos motores, por exemplo, desceriam de 36% para 8%. O artigo já tem alguns anos, talvez o mercado nacional tenha melhorado neste quesito, afinal a eficiência energética é importante, em tempos de sustentabilidade ambiental.
No Brasil, a Aperam (antiga Acesita) produz aços GO [15]. A AmericanSIL e a CNS, por exemplo, vendem estes aços, cortados conforme a necessidade do cliente [16][17]. Há, certamente, uma miríade de outras empresas neste ramo, mas a intenção do texto é apenas mostrar que há produção local destas lâminas, que respeitam normas internacionais de qualidade.
Um trabalho muito completo, sobre a laminação de aços GNO, de Ramón Alves Botelho, do IME [18], explica diversos processos de melhoria destes aços.
Como curiosidade, é interessante olhar as fotos no catálogo da Aperam. Uma delas mostra a colocação do rotor de um gerador elétrico de uma usina. O tamanho da peça é impressionante. É uma boa demonstração da utilização dos aços elétricos.
Quanto ao produto final – objeto de nosso artigo, o transformador toroidal – temos, no Brasil, diversos fabricantes. Um dos mais tradicionais é a Toroid do Brasil [19], que conta com ampla linha, inclusive com transformadores para áudio e uso automotivo.
A Rasatronic [20], com reconhecida qualidade na fabricação de transformadores, também produz os toroidais e aparentemente vende os modelos com núcleo rosquinha, mergulhados em resina, para equipamentos médicos e hospitalares [21].
A Multitrafos [22], por sua vez, fabrica vários tipos de filtros e transformadores em ferrite e fazem parte da linha modelos toroidais.
Estes fabricantes de transformadores costumam vender peças em pequenas quantidades, inclusive para prototipagem. Para venda direta ao consumidor, encontrei uma loja de eletrônica que os comercializa, a Beto Eletrônica [23].
Problemas dos transformadores toroidais
Apesar de haver uma tendência de se utilizar transformadores toroidais em todas as aplicações, até por causa de sua boa aparência e praticidade, eles tem uma fragilidade importante, causada pelo modo de fixação, que se apoia no enrolamento de cobre, um metal extremamente maleável. Conforme a Studio R [24], renomado fabricante de equipamentos de áudio, o transformador toroidal é viável até a potência de 2KVA, porque acima deste valor o peso do núcleo força muito o enrolamento.
Apesar disso, são fabricados núcleos toroidais muito grandes, como é possível notar em um vídeo da Toroid do Brasil, mais abaixo, que mostra como bobinar um modelo de 25KVA. O primeiro vídeo do próximo tópico também, exibe um transformador toroidal maior ainda. Em instalações fixas, as propriedades dos transformadores toroidais podem sobrepor-se à alegada fragilidade, sem falar que é possível submergi-los em resina, para distribuir uniformemente os esforços mecânicos.
Outra desvantagem citada no artigo da Studio R é que o transformador toroidal não é adequado para uso móvel, pois a movimentação excessiva e os impactos a que os equipamentos sempre estão sujeitos na estrada, poderão causar curto-circuito nos enrolamentos. Ou seja, o transformador toroidal não deve sofrer batidas ou quedas.
Há também o problema do surto inicial de corrente nos transformadores toroidais. Quanto maior a potência, mais forte é o “tranco” ao ligar, por isto é interessante dispor de algum dispositivo de elevação gradual da tensão de entrada, quando o equipamento é muito potente.
Do contrário, os fusíveis terão que ser muito mais robustos. Em geral, transformadores toroidais necessitam de um fusível com o dobro de corrente do que os transformadores convencionais, de chapas E I.
Além disso, é necessário que o fusível seja sempre de acionamento retardado, que é adequado para suportar o pico de corrente inicial. São os fusíveis que apresentam no corpo a letra T (10AT quer dizer 10 Amperes, com retardo –time delay). Os fusíveis de acionamento rápido (letra F, de fast act) não são adequados a estas situações, pois tem o comportamento inverso.
Máquinas para bobinar um transformador toroidal
Para quem nunca viu uma máquina a enrolar um transformador toroidal, é até difícil imaginar como é que se consegue automatizar um processo destes. Mas a engenhosidade humana é grande… Vemos um exemplo disso na figura 11, proveniente da antiga revista Elektor [25], a primeira edição brasileira, da década de 1980. A revista trazia um pequeno artigo sobre os transformadores toroidais e também tinha o desenho de uma máquina para bobiná-los. O desenho parece complicado, mas os vídeos a seguir elucidam como ela funciona.
![Figura 11 – Máquina de enrolar transformadores toroidais. Fonte: Elektor [25].](https://dicasdozebio.files.wordpress.com/2014/04/fig11-maquinaenrolartoroidal-elektor.jpg)
Figura 11 – Máquina de enrolar transformadores toroidais. Fonte: Elektor [25].
A imensa maioria das máquinas utiliza o mesmo princípio: o fio é enrolado antes num carretel circular e depois é repassado ao núcleo. As diferenças entre as máquinas são, principalmente, o grau de automação, a forma de apoiar e movimentar o carretel e a velocidade possível para a bobinagem. O vídeo que considero bastante didático é o que mostra uma grande máquina russa de bobinar estes transformadores (Jovil SMC-4), pois é possível perceber os detalhes da operação. É longo, mas vale a pena:
Outro vídeo, mais curto, da Toroid do Brasil, exibe a montagem de um transformador isolador toroidal de 25KVA, é bem legal:
Para bobinar pequenos núcleos de ferrite, tem um vídeo chinês que mostra uma máquina simples (modelo VH-200A), que lembra muito as de costura, por causa do movimento que o braço faz ao puxar o fio de cobre. É uma forma inteligente de enrolar, mas necessita de intervenção manual a cada espira e é adequada para pequenos comprimentos de fio:
Estes vídeos fazem parte da referência [26], onde juntei vários outros, todos mostrando as mais diferentes máquinas enroladoras de toroides. É interessante ver os vários modos de apoiar o carretel enrolador. Tem até um cara que criou uma máquina caseira de enrolar toroides e a vende em kits.
Encontrei também um vendedor nacional de máquinas para enrolar transformadores, comuns e toroidais, dentre outros equipamentos, inclusive usados. É a Interbras Group [27]. Além dela, a RUFF [28], empresa alemã que fabrica estas máquinas, tem uma linha bem variada, com capacidade para núcleos desde 3mm até 2,8metros de diâmetro (!!), com representante no Brasil.
O meu problema: enrolar a mão
Há vários anos eu mantinha comigo um autotransformador toroidal, de procedência alemã (WEM Gass), que convertia 120 em 220VCA (figura 12). Planejava utilizá-lo numa aplicação simples, onde não fosse necessário muita potência. Foi a opção natural quando tive que montar uma nova fonte de bancada.
Como era preciso enrolar somente o secundário, este transformador serviu de cobaia para identificar as dificuldades e os resultados ao trabalhar com núcleos toroidais, já que tenho (e ainda quero utilizar) outros transformadores toroidais queimados, um pouco maiores, de amplificadores. Comprar uma máquina de enrolar transformadores, nem pensar…

Figura 12 – Auto-transformador Wem-Gass, pronto para a modificação.

Figura 13 – Diagrama do transformador após a conversão.
A fonte que eu precisava na bancada exigia dois enrolamentos CA, um de 34V e outro de 12+12V. Além disso, era necessário energizar separadamente o voltímetro e o amperímetro digitais, desses vendidos em módulos. Para eles, escolhi fazer o terceiro enrolamento com 7V (os módulos aceitam entre 5 e 30VCC).
O autotransformador toroidal foi, então, convertido em um transformador abaixador (e isolador), com a adição destes 3 enrolamentos secundários. O enrolamento que existia, de 120 e 220VCA, agora é o primário (figura 13). A potência total do componente original era de 280VA, um valor bastante elevado para o pequeno tamanho do núcleo (100mm de diâmetro e 55mm de altura).
É que nos autotransformadores (toroidais ou não), a potência pode ser até 11 vezes maior do que a de transformadores isoladores de mesmo tamanho [29]. Além disso, autotransformadores utilizam em média 20% a menos de cobre do que no modo isolador [30], o que os torna interessantes em termos de custos.
Boas abordagens sobre o funcionamento dos autotransformadores são a do Instituto Politécnico de Viseu [31] e da Universidade Tecnológia Federal do Paraná [32].
Luiz Antonio Bertini [33] e Homo Ludens Electronicus (sic) [34] trazem artigos muito práticos sobre a construção de transformadores tradicionais. O último é em inglês, mas vale a pena a visita, pois é extremamente detalhado e ele disponibiliza uma planilha Excel que é de grande ajuda para o cálculo dos enrolamentos.
Voltando ao assunto, no sítio do fabricante alemão [35], este tamanho de núcleo refere-se a transformadores isoladores de 160VA de potência, que é exatamente o que necessitávamos.
Por causa do diâmetro interno pequeno e por já existir um isolamento, que não foi retirado, a adição de 3 novos enrolamentos foi um pouco trabalhosa. No final, somente sobrou espaço para o parafuso central, e olhe lá…
A dica
Primeiro, para saber quanto fio enrolar, era necessário conhecer a relação de transformação do componente. Foi medida a tensão gerada por cada espira enrolada no núcleo. Para descobrir isso, enrolei duas voltas de cabinho comum, liguei o trafo em 220VCA e medi a tensão CA (figura 14). Quanto mais espiras, melhor fica a precisão da medição.
Para comparação, também liguei o transformador na rede de 120VCA e a tensão de saída manteve-se igual. Se fosse diferente, teria que ser feita uma compensação no enrolamento, para manter as mesmas características de funcionamento da fonte, sob qualquer das tensões da rede elétrica.

Figura 14 – Espiras para identificação da tensão induzida no secundário. A seta marca o ponto onde é feita a medição da circunferência – ver texto.
Para encontrar o valor de tensão de cada espira, dividi a tensão medida pelo número de voltas feitas no núcleo. No meu caso, as 2 espiras geraram 400mVCA. Então, para 1 espira o valor obtido foi a metade: 200mVCA (400mVCA/2espiras).
Depois, medi a circunferência do enrolamento, ou seja, qual era o comprimento do fio, necessário para completar uma volta. Marquei o ponto de união entre a primeira e a última espira (ver a seta na figura 14), desmontei este enrolamento e medi o comprimento total. Deu 30cm. Da mesma forma que antes, dividi o valor medido pelo número de voltas que foi dado (30cm/2espiras). O resultado obtido foi arrendondado para cima (16cm), pois o enrolamento ficará mais espesso a cada nova camada de fio esmaltado.
Para quem não quer desperdiçar cobre, o ideal é calcular a proporção de aumento da circunferência inicial até a circunferência final, conforme o número de camadas. Com isso, pode-se chegar o mais próximo possível do comprimento real.
Mas sempre é bom deixar alguma tolerância a maior, para os inevitáveis acavalamentos e sobreposições que ocorrerão durante a bobinagem.
Também é possível medir o comprimento realmente utilizado de fio após enrolar, pesando o carretel antes e depois, para errar somente no primeiro transformador.
Eu tive que descartar vários centímetros de fio do enrolamento de 34V, e ainda assim a tensão ficou mais alta que o planejado. No final, saí ganhando, pois quando o trafo foi montado na fonte, a tensão de saída máxima alcançou 40VCC. É que ao montar o trafo, fui adicionando mais uma volta aqui, outra ali, por precaução, para não ter que emendar nada…
Enrolar quanto?
Tendo em mãos a tensão por espira e o comprimento de cada uma, calculei o comprimento total do enrolamento. Como no enrolamento principal era necessário 34VCA, eu precisava dar 170 voltas (34V dividido por 0,2V).
É importante atentar para as unidades, para não dar confusão. Por exemplo, os 200mVCA devem ser reescritos como 0,2VCA. Antes de calcular, todos os valores devem estar convertidos para as grandezas em uso na fórmula.
Da mesma forma, o cálculo do comprimento da espira, cuja circunferência foi medida em centímetros, foi convertido para metros. Então, com 0,16 metros por espira, 170 espiras resultaram em 27,2 metros.
Para os enrolamentos de 12+12 e 7VCA, respectivamente, são 60+60 (duas vezes 9,6 metros) e 35 espiras (5,6m). Mas, quais bitolas de fios esmaltados utilizar?
Características dos fios esmaltados
Quanto à bitola (seção) dos fios, optei por uma folga (para maior), que provavelmente foi a causa de ocupar quase todo o espaço do centro do transformador. Para os 34V, seria necessário um fio que fornecesse por volta de 5A, para poder garantir a corrente da fonte.
Foi utilizado fio de seção de 1,65 mm² (o antigo 15 AWG), que várias tabelas mencionam suportar 4,8A [36] [37], mas não informam sob quais condições esta corrente é alcançada.
Os outros enrolamentos foram feitos com fio bem mais fino, com 0,10 mm² de seção (27 AWG), que suporta ao redor de 300mA, segundo as mesmas tabelas. Corrente mais que suficiente para nossa aplicação. Estes últimos enrolamentos quase não fizeram diferença no volume da peça.
Na página do professor Petry [38], que traz muito material interessante na área de eletrônica, tem uma tabela que informa a corrente máxima com a densidade de corrente de 450A/cm², mas estes valores de corrente são mais elevados que os das outras tabelas.
Densidade de corrente é a quantidade de corrente elétrica que passa por determinada área (seção) do fio, considerando uma temperatura estabelecida.
Ao buscar uma informação abalizada sobre capacidade de corrente de fios esmaltados, fui à página da PPE (antiga Pirelli, único fabricante de fios esmaltados que encontrei no Brasil) e nos dados técnicos não há menção à corrente máxima [39].
Na internet, procurei mais informação sobre os fios esmaltados, afinal a corrente máxima suportável é importante. Na página da Cristal Radios Supply [40], tem uma tabela que traz muitos dados, o problema é que está tudo em polegadas e libras.
Mas tem a corrente, que nos interessa. A corrente de cada bitola é medida sob a densidade de “750 circular mils per Amp“. Também tem a corrente máxima com a densidade de “500 mils per Amp” e no texto diz claramente para não ultrapassar este valor. No nosso caso, o fio 15 tem 57,1 mil de diâmetro (3257 circular mils) e é adequado a 4,3A sob condições normais, chegando ao máximo de 6,5A.
Outra tabela, da Wikibooks [41], traz ao menos algumas medidas em mm. Mas as capacidades de corrente são diferentes. Para o mesmo fio 15, a corrente média é de 6,91A (750 Kcmil) e máxima de 10,4A (500 Kcmil).
Há uma confusão nas medidas. Afinal, é cmils ou kcmils? Conforme veremos, se é para passar 1A no fio, a seção correta de referência é 750 cmils (ou 500 cmils, caso a densidade de corrente seja maior).
Conforme a Wikipedia [42], circular mil é uma unidade de área, um círculo com diâmetro de 1 mil (mil = 1 polegada/1000 = 0,001″). É um atalho, empregado para não colocar o Pi no cálculo (∏ = 3,1415926). A unidade mil corresponde a 5,067×10-4 mm² (0,0005067mm). Não confundir com o ‘mil‘ da nossa língua, o portugês, que indica o milhar (1000 unidades).
Uma página da Global Electron [43] simplifica tudo e afirma que a medida de 1mm² é quase igual a 2kcmil, só tem 1,3% de erro e poderia ser utilizada como aproximação.
Agora fica mais fácil entender: o nosso fio 15 tem 1,65mm² de seção, que corresponde a 3257cmil. Fazendo as contas, se 750cmil carregam 1A, pela regra de três o fio 15 pode transportar 4,34A (3257 dividido por 750).
Vamos fazer de outro jeito o cálculo. Se 2000cmil correspondem a 1mm², então esta bitola carregaria até 2,67A (2000/750). Novamente pela regra de três, um fio com bitola de 1,65mm² aguentaria até 4,4A (2,67 vezes 1,65). Deu certo, o valor é praticamente o mesmo (4,34 contra 4,4A).
E se formos considerar o valor máximo de densidade de corrente de 500cmil por Ampére para o fio 15, ele aguentaria até 6,5A (3257/500) ou 6,6A pelo outro modo de cálculo, pois nesta densidade máxima de corrente, o fio de 1mm² aceitaria até 4A (2000/500).
O erro é aproximadamente 1,4%, nos dois casos. Então, a tabela da Wikibooks utiliza valores além dos limites definidos tradicionalmente. Talvez sirva para fios de classe de temperatura mais elevada, como os da classe C, que aguentam até 200ºC.
A respeito das classes de temperatura dos fios esmaltados, a Threebond [44], fabricante japonês de adesivos, traz um artigo excelente (em inglês), sobre o assunto. A página tem muitos outros artigos, no mesmo nível, como os adesivos “eco amigáveis” ou as resinas para ótica [45].
A classe térmica determina uma letra para cada faixa de temperatura admissível, sem uma ordem alfabética. Cada faixa tem um uso mais apropriado. Há uma discrepância na letra utilizada para classificar o isolamento de 90ºC.
Enquanto o artigo da Threebond [44], de 1985, assume a letra Y para esta faixa, atualmente a letra utilizada é O, como na tabela da Litz Wires [46], fabricante de fios para alta frequência (fontes chaveadas, flybacks, etc).
A classe indica quantos graus o isolamento pode suportar acima da temperatura ambiente, pelo tempo de 20mil horas. Começa com a classe O(90ºC) e segue com A(105ºC), B(130ºC), F(155ºC), H(180ºC) e C(200ºC, ou acima de 180ºC).
Como informação adicional, a tabela publicada pelo radioamador PY2BBS, Luciano Sturaro [47], mostra a frequência máxima utilizável para cada bitola de fio, de modo a aproveitar 100% de profundidade do fio, sob o efeito da corrente de superfície.
É que, conforme aumenta a frequência da energia que passa pelo fio, a corrente tende a ser transportada pela superfície dele (skin effect). A tabela de fios do artigo informa que as correntes admissíveis ocorrem na temperatura de 20ºC. O radioamador também mostra um macete interessante para descobrir a bitola de um fio. Vale a pena acessar a página do PY2BBS, é bem organizada e muito voltada à prática de eletrônica.
Uma outra página da Litz Wire [48] traz a fórmula para encontrar a frequência máxima recomendada para determinada bitola. Mas a tabela ali exibida é extremamente mais restrita que a do radioamador.
Por exemplo, enquanto que a empresa diz que o fio 28AWG (0,0804mm²) aceita de 60Hz até 1KHz, PY2BBS diz que chega a 170KHz. Certamente há alguma diferença na metodologia de cálculo, mas não aprofundei o estudo. Prefiro os dados de um radioamador, que certamente experimentou na prática estas informações.
A ferramenta para bobinar o toroidal
A característica básica de um enrolamento toroidal é que, para cada espira adicionada ao núcleo, é necessário atravessar todo o restante da fiação (que ainda não foi colocada) pelo centro, para completar a volta. Por isto é necessário saber de antemão o comprimento total de cada um dos enrolamentos que serão deitados no núcleo toroidal.
Para poder passar 27 metros e pico de fio pelo pequeno núcleo, 170 vezes, sem ficar enleado numa maçaroca de fio esmaltado, fiz um carretel comprido, de resina fenólica (figura 15). Evitei fazer o carretel de metal, porque qualquer rebarba poderia facilmente danificar a camada de esmalte do fio, pondo todo o serviço a perder. No meu caso, coloquei só uma tira metálica estreita, coberta com fita crepe, no centro do carretel, para dar mais firmeza.
Mas não ajudou muito… Na figura 16, pode-se notar que o carretel “encolheu”, pois virou um S, devido à pressão exercida pelas várias espiras de fio de cobre. Sem falar que, por causa das abas, o fio escapava a todo momento.
O próximo carretel, farei de boa madeira, com quinas arredondadas e longas abas nas extremidades, para evitar perda de tempo. Mais ou menos como na figura 17.

Figura 15 – Carretel em fenolite.

Figura 16 – Primeiro trecho de fio enrolado no carretel. Notar a deformação do mesmo.

Figura 17 – O futuro carretel, em madeira…
Para dimensionar o carretel, é preciso levar em conta um comprimento máximo que seja prático e uma largura que permita enrolar todo o fio e ainda consiga atravessar o centro do toroide. É que o espaço disponível no centro do transformador vai diminuindo conforme avança a deposição das espiras. Por causa disso, o carretel poderá raspar nos fios já enrolados, o que deve ser evitado.
No meu caso, cada volta completa de fio esmaltado no carretel deu umas 4 espiras no núcleo. Isto facilitou a passagem da fiação, pois diminuiu a quantidade de espiras no carretel para 42,5 (170 espiras dividido por 4). Se tivesse feito em madeira, certamente o carretel seria mais longo.
Mas enrolar 43 espiras de um fio grosso não é muito prático, são quase 30 metros de fio num carretel estreito (20mm).
A solução então foi enrolar uma metade de todo o comprimento de cada vez. Dividi o fio todo ao meio (sem cortá-lo) e uma das partes foi enrolada no carretel, mantendo a outra metade ancorada no transformador, durante o enrolamento.
Após enrolar todo este trecho, enrolei a outra metade no carretel e daí no transformador, em sentido contrário. A sequência dos passos está nas figuras 18 a 46).

Figura 18 – Fixando o fio no carretel.

Figura 19 – Começando a enrolar I.

Figura 20 – Começando a enrolar II.

Figura 21 – Detalhe do enrolamento.

Figura 22 – Passagem do carretel.

Figura 23 – Enrolamento da primeira metade do secundário de 34V.

Figura 24 – Restante do fio pronto para ser colocado no carretel.

Figura 25 – Segunda metade pronta para ser enrolada.
Ainda durante o enrolamento da segunda metade do secundário de 34V, o carretel já não cabia no centro do transformador, pois o espaço estava tomado pela fiação. Daí, a solução foi retirar o carretel e manter os fios enrolados em si mesmos (figura 26). Nesta figura também aparece o fio dobrado, o que deve ser evitado. Quanto mais suaves as curvas do fio, mais fácil será o bobinamento e menores as folgas nas espiras (figura 27).

Figura 26 – Final do enrolamento de 34V, já sem carretel, com dobra no fio.

Figura 27 – Final do enrolamento de 34V, com fio alisado.

Figura 28 – Enrolamento de 34V – 5A finalizado.

Figura 29 – Vista do superior do transformador, onde se nota o pequeno espaço no centro.

Figura 30 – Soldagem dos fios do enrolamento de 34V.

Figura 31 – Espaguete grosso para isolamento das soldas.
As extremidades do enrolamento foram decapadas, soldadas aos cabinhos e isoladas (figura 31). Como não havia disponibilidade do encapamento plástico (mylar), resolvi isolar as camadas do transformador com uma fita de algodão, muito utilizada (antigamente) em eletricidade (figuras 32 a 34).
Os enrolamentos subsequentes utilizavam fios finos, por isto tive que criar algum suporte, pois eram muito flexíveis. As espiras autosuportadas foram separadas em grupos de 5 voltas, para ajudar a colocação (figuras 35, 36 e 37). Além disso, foi colocado um espaguete em cada extremidade, para deixar a fiação toda junta (figura 38).

Figura 32 – Cobertura com fita de algodão para isolar o enrolamento de 34V.

Figura 33 – Enrolamento de 34V pronto e isolado.

Figura 34 – Vista superior do trafo, a folga no centro está menor ainda.

Figura 35 – Os enrolamentos subsequentes não podem mais ser colocados no carretel, pois falta espaço no centro do transformador.

Figura 36 – E os fios começam a amontoar-se…

Figura 37 – Separação de 5 em 5 espiras, para evitar o amontoamento do fio.

Figura 38 – Colocação de um espaguete curto em cada extremidade do fio a ser enrolado, para auxiliar na passagem pelo núcleo.

Figura 39 – Segurando o fio com fita crepe, para poder enrolar sem soltar as voltas anteriores.

Figura 40 – Modo de apoiar o transformador para trabalhar nele.
Finalização
Após a conclusão dos enrolamentos, os fios foram decapados, soldados aos cabinhos e isolados com espaguete (Figura 41 e 42).
O espaço no centro do transformador foi apertando cada vez mais (figuras 43 e 44), impedindo até de fazer mais uma camada de fita de algodão por todo o corpo do toroide. A solução foi garantir ao menos a passagem do parafuso central, no envernizamento (figura 46).
Como na parte central a fita de algodão ficou bastante sobreposta e grossa, foi possível abrir espaço com um pino (a parte lisa de uma broca de aço), sem danificar a fiação (figura 47). Inclusive, para não machucar o isolamento, o parafuso utilizado tem um espaguete plástico sobre a rosca (figura 48).

Figura 41 – Decapando o esmalte para a soldagem.

Figura 42 – Enrolamentos secundários finalizados e já conectados aos cabos flexíveis.

Figura 43 – Espaço disponível no centro do transformador, com os secundários prontos.

Figura 44 – Espaço disponível no centro do transformador, com o isolamento final de algodão.

Figura 45 – Transformador pronto para envernização.

Figura 46 – Deposição do verniz isolante. Notar a broca de 5mm colocada para garantir um espaço no centro do transformador.

Figura 47 – Espaço disponível no centro do transformador, após a secagem do verniz.

Figura 48 – Transformador pronto para a montagem.
A falta de espaço impediu de colocar mais camadas de fita de isolamento. Pode-se notar que a fiação aparece em alguns pontos (rever a figura 47). Isto seria um problema se o equipamento fosse seguidamente deslocado, mas não é o meu caso, pois a fonte onde o transformador foi montado ficará permanentemente na bancada. Além disso, o transformador será posicionado na vertical, fazendo com que a camada isolante interna, que é mais grossa, sustente a peça.
Mas poderia ter ficado melhor. Faltou cuidado ao passar o fio no lado de dentro do transformador, pois diversas vezes os fios ficaram acavalados, ocupando espaço.
Se houvesse folga, teria feito como neste transformador da Indel [49], que tem um apoio moldado em epóxi, no centro do transformador (figura 49). Ou poderia ter mergulhado inteiramente a peça em resina. Mas aí o custo (e o tempo) aumentaria muito.

Figura 49 – Transformador toroidal Indel, com o núcleo em resina epóxi. Fonte: TME.

Figura 50 – Transformador montado na fonte de bancada. Foi aplicada uma etiqueta com fita crepe, com as novas características da peça.
Por último, foi impressa uma nova etiqueta com as características resultantes e o transformador finalmente foi montado no gabinete da fonte (figura 50).
Valeu a pena o esforço, a capacidade de corrente da peça superou as expectativas. Em breve, farei um post sobre esta nova fonte, que entrega 0 a 40V CC, de 0 a 4A.
Toroidais queimados em amplificadores – receita de mau uso
Continuando com as curiosidades, mostro a seguir como fiz a desmontagem de dois transformadores toroidais, que eram montados em módulos de potência de áudio. Os equipamentos eram utilizados por uma equipe de sonorização, que os maltratou tanto que queimaram.
O primeiro transformador toroidal pertencia a um amplificador SA1 Plus (figura 51). Pelo que foi verificado na época que adquiri o transformador, o usuário utilizava o amplificador para agudos, mas exagerava na carga – ligava muitos tweeters – e no volume, o que sobreaquecia as saídas.

Figura 51 – Transformador toroidal 1 queimado.

Figura 52 – Transformador toroidal 2 queimado.
Muitos que trabalham com som ainda se iludem, acham que o capacitor em série “isola” o tweeter do resto do equipamento e penduram nas saídas dos amplificadores tantos drivers quantos lhe derem na telha, pois o multímetro não indica que a resistência baixou. Mas os multímetros, na imensa maioria, medem resistência, não impedância.
É preciso compreender que o capacitor é um filtro, que somente deixa passar corrente alternada. Um capacitor de poucos uF (microfarads) atenua somente os graves, mas é transparente para os agudos. Por isto, a impedância em agudos será mais baixa, quando houver muitos tweeters em paralelo, mesmo que cada um tenha o seu capacitor. Mas a resistência que o multímetro medir será sempre a do woofer, nada mais.
A impedância vista pelo amplificador será a do woofer nos graves e, conforme for subindo a frequência, será cada vez menor nos agudos, correspondendo à associação dos tweeters.
Além disso, esta anormalidade na impedância poderá colocar o amplificador para oscilar em alta frequência (ultrassom), fazendo-o aquecer sem qualquer sinal na entrada.
No caso descrito, um dos módulos de potência ficou tanto tempo em estresse que a placa de circuito impresso pegou fogo, nos dois canais! Isto levou à queima dos transistores de saída e provavelmente tenha sido a causa da avaria do primeiro toroidal. O outro transformador (figura 52), tinha má qualidade na fabricação do núcleo, o que pode ter contribuído para sua avaria.
Desmontagem do toroidal 1
No toroidal 1, foi verificado que tanto as camadas de fio como de mylar estava muito apertadas. Houve deformação dos cabos de conexão e do fio de cobre (figura 53 e novamente a figura 9).

Figura 53 – Deformação dos cabos de conexão do transformador.

Figura 54 – Enrolamento multifilar.

Figura 55 – Modo de ligação dos enrolamentos.

Figura 56 – Enrolamento primário retirado, deixando exposta a camada de isolamento plástico entre o primário e secundário.

Figura 57 – Retirada da fita de mylar do núcleo.

Figura 58 – Total de fios utilizados no toroidal 1.

Figura 59 – Núcleo do toroidal 1, sem a camada isolante de mylar.
Neste transformador, encontrei uma forma interessante de enrolar, que reduziu por 4 o número de voltas necessárias. É que as bobinas foram enroladas de modo quadrifilar (4 fios de cada vez) e depois ligadas externamente em série, conforme a necessidade (figuras 54 e 55). Aparenta terem sido enroladas à mão. Tanto o primário como o secundário foram bobinados de modo multifilar.
Durante a desmontagem, foi encontrado somente o secundário sobreaquecido. Visualmente, não pareceu ter problemas, apesar das camadas internas da fita de mylar terem manchado por causa do calor (figuras 56 e 57) e o componente exalar um cheiro de fio queimado. Talvez o calor tenha rompido o esmalte de alguma espira e causado o curto-circuito. O calor excessivo provavelmente foi criado pelo estresse citado anteriormente.
Os fios utilizados totalizaram 800g, aproximadamente, sendo que no primário foi empregado fio 22, nos secundários os fios 17 e 23 (figura 58).
O núcleo tem diâmetro externo de 105mm, diâmetro interno de 70mm e altura de 40mm (figura 59). Não sei se o aço silício é GO ou GNO, creio que pelo baixo custo do amplificador, seja GNO. Inclusive, a chapa utilizada é relativamente grossa (rever figura 4). A potência do núcleo seria, aproximadamente, 200VA, tendo como referência a linha Standard da Toroid Brasil [19].
Desmontagem do toroidal 2
Fiquei um tanto decepcionado ao abrir o primeiro toroidal. Muitas espiras acavaladas, tensão excessiva na fiação (que causaram deformação nas espiras) e isolamento reduzido ao essencial. Mas ao abrir o segundo, foi muito pior.
Este, pode ser que tenha avariado por causa do movimento constante (durante o transporte do equipamento) ou pode ter queimado sozinho, pois reunia as condições para isso.
Os isolamentos eram semelhantes aos do outro transformador toroidal desmontado. Utilizaram bastante fita adesiva (tipo Durex) na camada externa. O transformador tinha um curto-circuito enorme (figuras 60 e 61), que contaminou várias camadas.

Figura 60 – Curto-circuito no transformador toroidal 2.

Figura 61 – Detalhe do curto circuito do transformador toroidal 2.

Figura 62 – Desmontagem final.

Figura 63 – Retirada da última camada de mylar.

Figura 64 – Núcleo exposto do toroidal 2.

Figura 65 – Detalhe do toroidal 2.

Figura 66 – Outro detalhe do toroidal 2.
Os enrolamentos foram construídos da mesma maneira que o transformador anterior, ou seja, multifilares. Mas com um acabamento mais rude.
O pior foi o núcleo (figuras 64 a 66). Ele tem uma quantidade de imperfeições que fico me perguntando: como é que conseguiram enrolar uma fita de aço deste jeito, com tantas falhas? Ou eram somente retalhos?
Notas finais
Quando vejo um produto com qualidade ruim como este úlimo transformador, naturalmente associo a outras experiâncias das quais saí ressabiado.
Já comprei frutas ruins, comi comida insossa, contratei trabalho mal feito (e muitas vezes não concluído), comprei produto mal feito, fui mal atendido, etc.
Experiências que poderiam ter sido agradáveis, mas que por conta de um ou alguns fazerem seu trabalho de qualquer maneira (sem se importarem com os resultados), resultaram em más lembranças. Tudo porque não se importam com os clientes, só pensam no lucro imediato.
Quando é que a qualidade, tanto para produtos como serviços, será um comportamento natural para todos? Levar vantagem em tudo, sempre, fará de nós, sempre, os ases do “jeitinho”. Sempre adaptando ou empurrando com a barriga, nunca fazendo bem feito. É correto – ou tem futuro – isso?
Referências
[1] Wikipedia – Toroidal inductors and transformers – http://en.wikipedia.org/wiki/Toroidal_inductors_and_transformers
[2] Toroid do Brasil – Vantagens do transformador toroidal – http://www.toroid.com.br/vantagens-do-transformador-toroidal/
[3] CNS – Central de Núcleos Siliciosos – http://cnscores.com/site/index.php
http://cnscores.com/site/index.php?r=site/page&view=view_produto&area=1&idPost=128
[4] Aazon – About toroidal transformer – http://aazon.com.tw/Advantages.aspx?id=100727002Adv
[5] Alpha-Core (Bridgeport Magnetics) – O-ring transformers – http://www.alphacoredirect.com/contents/en-us/d2_ocores.html
[6] Nicore – Núcleo tipo O – toroidal de seção cilíndrica http://i00.i.aliimg.com/photo/v0/405218062/toroid_core_for_current_transformer.jpg
{kind=link}
http://www.nicore.com.cn/en/03_product/product.asp?ptype=0&pid=13
[7] James Transformer Factory – O-core transformer – http://jamestransformer.com/en/transformer/O_core_transformer.html
[8] UFRJ – Alunos Ciência da Computação – Correntes de Foucault – https://www.youtube.com/watch?v=Vr0GUhwk5D8
[9] Prof. Everton G. de Santana – Correntes de Foucault – http://200.17.141.35/egsantana/elecmagnet/induccion/foucault/foucault.htm
[10] Geocities – Eletricidade – Perguntas e respostas – Correntes de Foucault – http://www.geocities.ws/jcc5003/oqueeperdasporcorrentesdefoucault.html
[11] InfoEscola – Correntes de Foucault – http://www.infoescola.com/fisica/corrente-de-foucault/
[12] Unicamp – Instituto de Física – Balança de Curie e as correntes de Foucault – http://www.ifi.unicamp.br/~lunazzi/F530_F590_F690_F809_F895/F809/F809_sem2_2005/RafaelD-Mansanares_RF1.pdf
[13] USP – Propriedades magnéticas de aços para fins elétricos – http://www.pmt.usp.br/academic/landgraf/nossos%20artigos%20em%20pdf/02Lan%20%20recope%20.pdf
[14] Wikipedia – Aço silício de grão orientado – http://pt.wikipedia.org/wiki/A%C3%A7o-sil%C3%ADcio_de_gr%C3%A3o_orientado
[15] Aperam South America – Aço GO e GNO – http://www.aperam.com/brasil/port/arquivos/CatalogoAcosEletricosPORT.pdf
[16] American SIL – Corte de aços elétricos – http://www.americansil.com.br/
[17] CNS – Central de Núcleos Siliciosos – Núcleos toroidais – http://cnscores.com/site/index.php?r=site/page&view=view_produto&area=1&idPost=128
[18] IME – Laminações assimétricas e propriedades dos aços elétricos GNO com 3% de silício – http://www.ime.eb.br/arquivos/teses/se4/cm/Dissertacao_Ramon.pdf
[19] Toroid do Brasil – Linha padrão de transformadores toroidais de potência
http://www.toroid.com.br/produtos/transformadores-de-potencia/
[20] Rasatronic – Fabricante de transformadores toroidais
http://www.rasatronic.com.br/produtos/download/Transformadores_toroidais.pdf
[21] Rasatronic – transformadores toroidais – área médica – http://www.rasatronic.com.br/index.php?centro=produtos/inc_produtos023
[22] Multitrafos – Fabricante de filtros e indutores de ferrite, inclusive toroidais, além de transformadores – http://www.multitrafos.com.br/
[23] Beto Eletrônica – Transformadores toroidais – http://www.betoeletronica.com.br/loja/index.php?cPath=105&osCsid=qrplq9598qbidk90cs6rg98a82
[24] Studio R – Comparação entre transformadores toroidais e comuns em amplificadores de áudio – http://www.studior.com.br/compare.html
[25] Elektor Brasil – Transformadores Toroidais – Edição 11, junho de 1987 – 1a edição brasileira
[26] Vídeos demonstrativos de máquinas para enrolar transformadores toroidais
a) Toroid do Brasil – Enrolando transformador toroidal pequeno – http://www.youtube.com/watch?v=z1s2cwQkzzg
b) Toroid do Brasil – Enrolando um transformador toroidal de 25KVA – http://www.youtube.com/watch?feature=player_embedded&v=2DaFGb5ySIQ
c) Enrolando um toroide de ferrite, grande –http://www.youtube.com/watch?v=oBdJvT7tpSM
d) Demonstração da máquina GWH-5 –http://www.youtube.com/watch?v=dqWq3jggxvc
d) Demonstração da máquina da Acme Electronics – http://www.youtube.com/watch?v=FK8yvVts4x4
e) Máquina de enrolar toroides pequenos – máquina VH-200A
http://www.youtube.com/watch?v=meVjd_pHrDc
f) Tutorial sobre como fazer máquina de enrolar toroidal
http://pt.scribd.com/doc/43677240/Mobius-Coil-Winding-Tutorial-Toroidal
g) Máquina de enrolar pequenos transformadores toroidais
http://www.youtube.com/watch?v=5S_G0lnQnaA
i) Máquina enrolando papel isolante entre camadas em toroidal
http://www.youtube.com/watch?v=tnODbFqKF5w
j) Máquina de enrolar grandes toroidais – Jovil SMC-4
http://www.youtube.com/watch?v=E-FpeRf3RvQ
h) Pequena máquina de enrolar transformadores toroidais feita em casa
http://www.youtube.com/watch?v=53VKxQSvJ7Q
i) Kits da máquina caseira de enrolar transformadores
http://mac-s-power.com/Electronics-Custom-Tooling_c2.htm
[27] Interbras Group – Venda de equipamentos, novos e usados – Enroladora de transformadores toroidais – http://www.interbrasgroup.com.br/produto-escolhido.php?id_produto=432&nome=Maquina%20Bobinadeira%20Toroidal%20c/%20cabe%E7a%20G-10B&area=novos&tipo=Bobinadeira
[28] RUFF – Máquinas para enrolar toroides – com representante no Brasil
http://www.statorservice.pl/catalog/ruff_rwm.pdf
[29] Universidade Federal do Rio de Janeiro (UFRJ) – Escola Politécnica – Departamento de Engenharia Elétrica – Transformadores de potência – Teoria e aplicação – http://monografias.poli.ufrj.br/monografias/monopoli10001033.pdf
[30] Instituto de Tecnologia José Rocha Sérgio Cardoso – Comparação entre consumo de cobre de transformadores e autotransformadores – http://www.instituto-jc.org.br/administrator/file/artigos/Trafo.pdf
[31] Instituto Politécnico de Viseu – Escola Superior de Tecnologia – LME – Auto-transformador monofásico – http://www.estgv.ipv.pt/PaginasPessoais/lpestana/maquinas%20eléctricas%202/aulas%20práticas/5.ª%20aula%20prática/autotransf.pdf
[32] Universidade Tecnológica Federal do Paraná (UTFPR) – Autotransformadores e múltiplos enrolamentos – http://pessoal.utfpr.edu.br/joaquimrocha/arquivos/MaquinasI_09_Autotransformadores_e_Multiplos.pdf
[33] Luis Antonio Bertini – Transformadores – Teoria, prática e dicas
http://doradioamad.dominiotemporario.com/doc/transformadores_teori_pratica_dicas.pdf
[34] Homo Ludens Electronicus – Como enrolar transformadores E I – http://ludens.cl/Electron/trafos/trafos.html
http://ludens.cl/Electron/Electron.html
[35] Gass Transformatoren – Datenblaetter – Ringkerntransformator – http://www.gass-transformatoren.de/fileadmin/user_upload/pdfs/produkte/datenblaetter/RKT.pdf
[36] Feira de Ciências – Tabela de fios esmaltados – http://www.feiradeciencias.com.br/sala15/15_27.asp
[37] Site da 813 – Tabela de fios AWG – http://www.813am.qsl.br/artigos/teoria/Tabela_AWG.pdf
[38] Professor Clóvis Antônio Petry – Tabela de fios esmaltados – http://www.professorpetry.com.br/Ensino/Projeto_Indutores/Tabela_de_fios_esmaltados.pdf
[39] PPE – Folder fios esmaltados – https://www.ppefios.com.br/site/pdf/folder_produtos_v2.pdf
[40] Crystal Radio Supply – Copper Wire Table – http://www.crystalradiosupply.com/1/calculators/Protected_copperwiretable.htm
[41] Wikibooks – Standard Wire Gauge – http://en.wikibooks.org/wiki/Engineering_Tables/Standard_Wire_Gauge
[42] Wikipedia – Circular mil – http://en.wikipedia.org/wiki/Circular_mil
[43] Global Electron – Wire Sizes – http://www.global-electron.com/wiresizes.htm
[44] Threebond – Temperature Classes of Electrical Insulators – http://www.threebond.co.jp/en/technical/technicalnews/pdf/tech12.pdf
[45] Threebond – Technical News – http://www.threebond.co.jp/en/technical/technicalnews/
[46] Litz Wire – Classes térmicas em fios de cobre esmaltados – http://www.litz-wire.com/New%20PDFs/Thermal_Classes_of_Magnet_Wire_ASTM_203907.pdf
[47] PY2BBS – HAM Radio Page – Tabela de fios esmaltados – http://www.py2bbs.qsl.br/fios_esmaltados.php
[48] Litz Wire – Frequency x wire gauges – http://www.litz-wire.com/technical.php
[49] TME – INDEL transformers – Modelo com epóxi no centro, para fixação – http://www.tme.eu/en/katalog/?art=TST250W%2F28V
\ep/
Comentários